





















































































Для качественной печати крайне необходимо, чтобы экструдер продавливал именно то количество пластика которое подразумевается в нашем GCode, так как экструдер это по сути шаговый двигатель снабженный набором шестерней то в зависимости от их размера (и некоторых других параметров) количество пластика продавливаемое за один шаг мотора будет разным при разных конфигурациях. Нам необходимо узнать количество шагов необходимое для проталкивания одного миллиметра прутка филамента. Данная инструкция была написана для bowden экструдера и измерения производятся от нагревательного блока, во многих других инструкциях вы можете увидеть что пруток принято измерять до экструдера, этот метод является более удобным и более точным так как вы измеряете отрезок пластика, а не расстояние до метки (при другом методе на прутке обычно ставиться метка маркером и относительно нее и измеряют расстояние) хотя нам и потребуется испортить некоторое количество филамента для проведения данного теста, его объемы столь незначительны что ими можно пренебречь.
Результаты нашего теста показали неутешительный результат, шаги выставлены неверно (слишком много) и количество пластика которое выходит из экструдера не соответствует заявленному (заданная длина- 200 мм., реальная длинна - 229 мм.). Что бы получить необходимое количество шагов можно воспользоваться простой формулой.

Для того что бы узнать текущее количество шагов (заданное в прошивке) используйте команду :
E160 - количество шагов/мм для экструдера установленное в данный момент.
Так как все переменные нам известны давайте посчитаем необходимое количество шагов в нашем случае:
Необходимое количество шагов/мм для моего экструдера - 139,737
Найденные значения необходимо сохранить для последующего использования, после данной процедуры убедительно советую вернуться к пункту Начало замера и еще раз провести проверку и убедиться в том что размеры реальной длины экструзии стали соответствовать заявленной. Так же нет никакого смысла сохранять шаги с дробной частью, ее необходимо округлить и использовать получившееся значение, иначе вы нагрузите контроллер лишней работой по вычислению точной экструзии в которой нет никакого смысла.
Подготовка
- нагрейте сопло до рабочей температуры
- отведите пластик от сопла, выкрутите сопло и убедитесь что пластика внутри не осталось.
M109 S240 //Греем сопло до 240 градусов (замените значение на нужное вам)
G91 //Переходим в относительную систему координат
G1 E-100 F1000 //Отводим пруток на 100 мм от сопла
- охлаждаем сопло до комнатной температуры
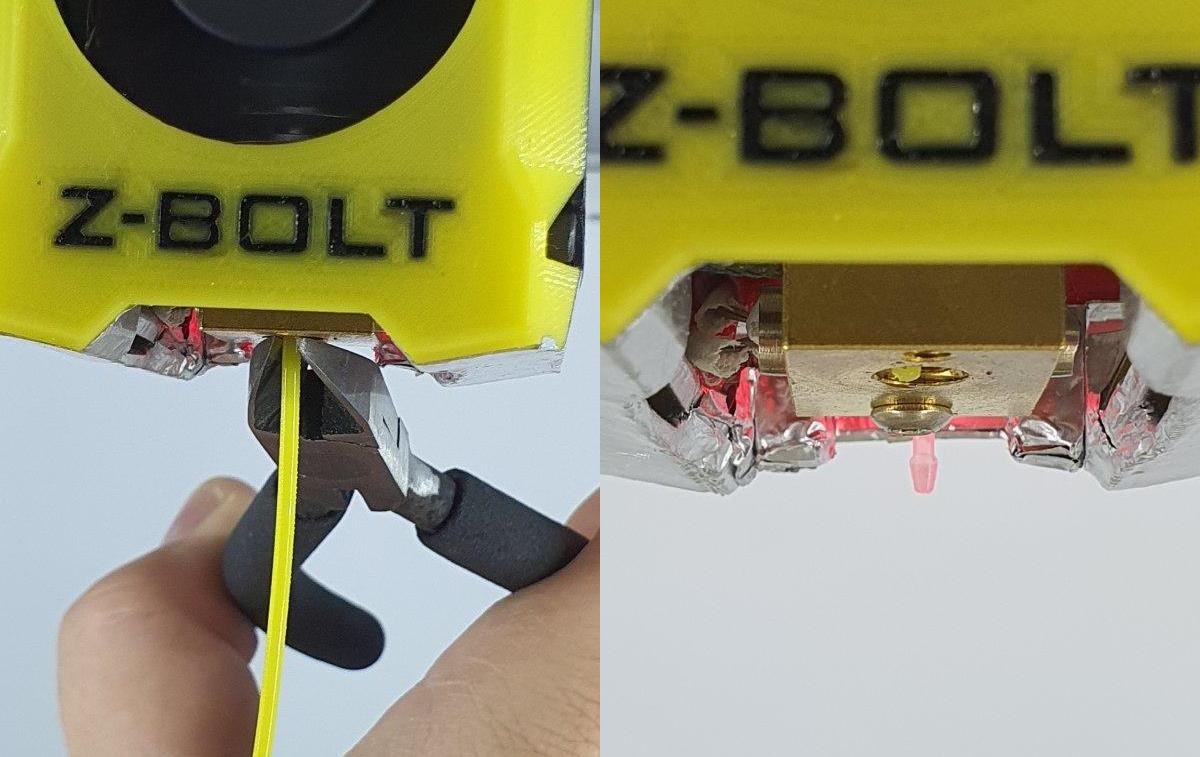
- проводим пруток так что бы он немного вышел наружу от нагревательного блока и обрезаем его заподлицо
M109 S0 //Отключаем нагрев экструдера (ДОЖДАТЬСЯ ОХЛАЖДЕНИЯ)
M302 P1 //Отключаем проверку минимальной температуры экструдера
G91 //Переходим в относительную систему координат
G1 E150 F1000 //Выдавливаем 150 мм пластика что бы пруток торчал из сопла
- Прямыми кусачками подрезаем пластик так что бы ничего не выходило из сопла, теперь конец нагревательного блока - это наша точка отсчета.
Начало замера
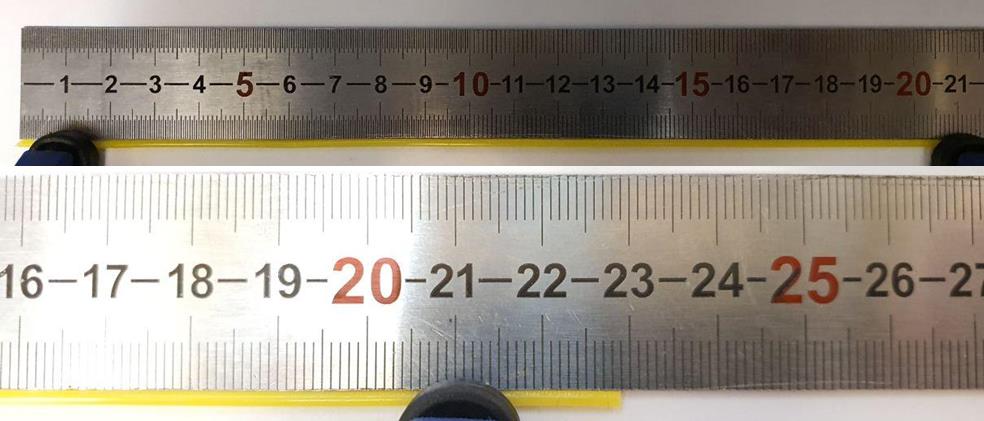
Нам необходимо дать команду экструдеру выдавить 200 мм пластика (можно и 10мм, но не забывайте линейка вещь не точная и чем длиннее будет отрезок - тем точнее вы сможете установить подачу) и отрезать его заподлицо от нагревательного блока для последующих измерений. После чего с помощью линейки измеряем его точную длину.
G91 //Переходим в относительную систему координат
G1 E200 F100 //Даем команду экструдеру выдавить 200мм пластика на медленной скорости
В результате простого теста явно видна переэкструзия пластика.
Результаты нашего теста показали неутешительный результат, шаги выставлены неверно (слишком много) и количество пластика которое выходит из экструдера не соответствует заявленному (заданная длина- 200 мм., реальная длинна - 229 мм.). Что бы получить необходимое количество шагов можно воспользоваться простой формулой.
Для того что бы узнать текущее количество шагов (заданное в прошивке) используйте команду :
M501 // Вывести информацию о принтере
Найти в выдаче строку:
echo: Steps per unit:
echo: M92 X80.00 Y80.00 Z1600.00 E160.00
echo: M92 X80.00 Y80.00 Z1600.00 E160.00
E160 - количество шагов/мм для экструдера установленное в данный момент.
Так как все переменные нам известны давайте посчитаем необходимое количество шагов в нашем случае:
Необходимое количество шагов/мм для моего экструдера - 139,737
Найденные значения необходимо сохранить для последующего использования, после данной процедуры убедительно советую вернуться к пункту Начало замера и еще раз провести проверку и убедиться в том что размеры реальной длины экструзии стали соответствовать заявленной. Так же нет никакого смысла сохранять шаги с дробной частью, ее необходимо округлить и использовать получившееся значение, иначе вы нагрузите контроллер лишней работой по вычислению точной экструзии в которой нет никакого смысла.
Сохранение шагов в EEPROM
M92 E140 // Установить 140 шагов/мм для экструдера, заменить на нужное вам значение
M500 // Сохранение данных в EEPRom
Сохранение шагов в прошивку (предпочтительнее)
#define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 1600, 140 } // Данная строка в прошивке устанавливает количество шагов по XYZ и E
Необходимо заменить последнее значение после чего установить новую прошивку








 - левый")
 - левый")
 - левый")
 - левый")
 - левый")
 - правый")
")
")
")